1. Operation description
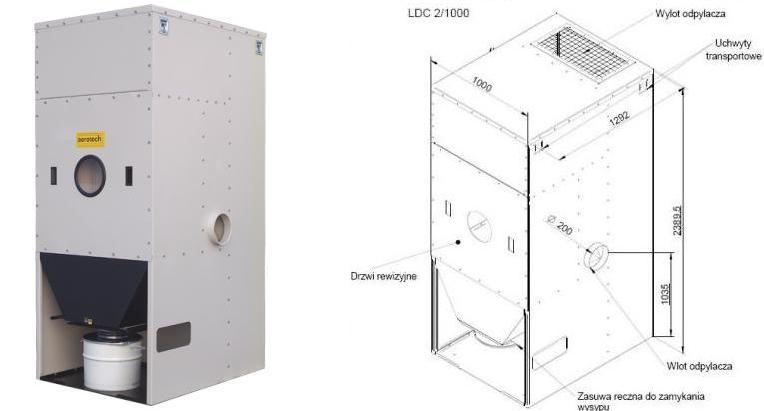
The
ventilator creates underpressure, which enables the input of a semi-air
mixture from the laser's work surface. Air is directed to the inside of
the dust collector through suction ducts. Polluted air entering into
the collector's dirty gas chamber through the input opening expands
resulting in the precipitation of thick fractions. At the same time,
sparks being sucked in from inlet elements inside the dirty gas chamber
are extinguished. Next, the extracted dust drops down through the
force of gravity through the outlet chute into the waste collector.
Moreover, in this part of the inlet chamber where the spark catcher is
located, waste should automatically slip into the outlet chute. The
initially cleaned air flows through the filtration material of the
filtration cartridge inlay and going through the final cleaning
process. Next, air travels through the air outlet from the clean
gas chamber to the ventilator and the noise damper outside the
collector. Dust collecting on the surface of cartridge filters during
the filtration process is periodically broken away by an air wave
created inside the filter by short compressed air impulses through a
membrane electro-pneumatic valve being electrically steered through the
automatic filter regeneration system. Portions of air directly
blown in from the impulse valve create a force wave, which shakes
the filters from waste. The frequency of regeneration depends on the
flow resistance through the filtration material after exceeding the set
threshold subsequent time sequences of the regeneration process are
turned on until the moment the flow resistance level decreases
(optional).
The waste material dropping through the outlet chute is cumulated in
the container, which is periodically emptied out with the dust
extractor turned on. The operation of the dust collector should be
conducted with the gate valve opened. The necessity to close the
valve occurs only at the time of replacing the waste container in order
to prevent the remaining dust from falling out of the collector.
|
2. Application
The LDC2/1000 vibrating, underpressure dust collectors are designated
for collecting dust created during the process of cutting steel sheets
and other metal with a laser cutter. When cutting other materials
the suitability of applying the collector should be consulted. The dust
collector can be installed in production halls as well as outside after
being additionally insulated. When installed inside, air during the
cutting of sheet metal maybe returned directly to the production
facility. When cutting other materials air must be emitted out into the
atmosphere. The dust collector is designated to work with a 2,5 kW
resonator power laser cutter.
|